What is wipe distance?
 William Jenkins
William Jenkins Hereof, what is wipe movement?
A wipe is a type of film transition where one shot replaces another by travelling from one side of the frame to another or with a special shape. An example of the "star wipe" can be seen in the Guiding Light opening sequences of the 1980s.
Similarly, what is wipe distance Simplify3D? So Simplify3D has added a unique option that allows you to keep the nozzle moving while it performs its retraction. This will tell the printer to wipe the nozzle at the end of each section when it stops printing. For the “Wipe Distance”, enter a value of 5mm as a good starting point.
Also know, what is wiping in 3D printing?
Wiping & Coasting
Both do what their names suggest: “wiping” moves the nozzle a short distance across the outer wall of the model to smear off any leftover plastic, and “coasting” turns off the extruder for the final millimeters of a print line.
What causes blobbing on 3D prints?
These blobs can occur because the extruder frequently starts and stops as it moves around during a print. The blobs represent the location where the extruder started printing a section of the outer shell of your model, then eventually returned to the same spot once it was done printing that perimeter.
Related Question Answers
What is extruder wipe?
Wipe will drag the nozzle an extra distance over the extrusion just laid down with the extruder off to help "wipe" the nozzle to avoid stringing. The wipe distance is how long you want it to overlap the previous extrusion.What is coasting Cura?
Cura Coasting in the slicer Cura is a particularly useful function in 3D printing. You can use it to counteract printing errors such as stringing. The prerequisite for this is that you use the option correctly and make the appropriate settings.What is nozzle wipe?
Some of you will be familiar with the idea of using a brush as a nozzle wipe on a 3D printer. The idea is that passing the hot end over the brush cleans any stray plastic from the nozzle, ensuring that those plastic bits don't end up in unwelcome places.What is a good retraction speed?
Retraction Speed: Begin with 50 mm/s and slow down if you're seeing filament damage. Retraction Extra Prime Amount: Leave at 0 and focus on Retraction Distance. Maximum Retraction Count: Set to 10 and only adjust if you see filament damage. Minimum Extrusion Distance Window: Set to your Retraction Distance.Is Simplify3D better than Cura?
Cura grants a bit more control of the simulation, with two manual sliders rather than the one in Simplify3D, which allows control of both layer and line progression in the simulation.Should I retract at layer change?
Retract on layer change - Movement along the Z axis must also be considered when dealing with oozing, otherwise blobs may occur. It is recommended to leave this setting on. Wipe before retract - Moves the nozzle whilst retracting so as to reduce the chances of a blob forming.How do you fix Overextrusion?
To fix the extrusion multiplier, reset it by going into the filament settings in your slicer software. The default setting is 1, but you can adjust it anywhere between 0.9 and 1.1 (depending on your filament type). You should also be able to edit your extrusion multiplier settings directly from your printer menu.What is outer wall wipe distance?
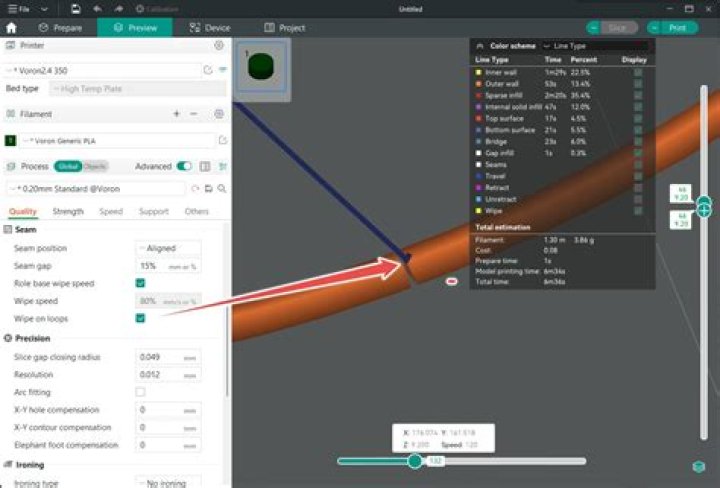
Outer wall wipe distanceAt the end of every outer wall, a short path is traveled without extrusion. This results in a reduced seam when traveling from the outer wall to other parts of the 3D print. It is visible in the layer view by short travel moves right over the outer wall.
What is a wall in 3D printing?
In 3D printing, wall thickness refers to the distance between one surface of your model and its opposite sheer surface. Wall thickness is defined as the minimum thickness your model should have at any time. Many printing problems can be traced back to wall thickness issues.What is combing not in skin?
Combing Mode Not In SkinThis mode tries to keep the nozzle away from the skin. It works similar to “combing mode all”. The idea behind this mode is to prevent moving around the skin to reduce any visible blobs on the skin/walls. More 3D models sliced with combing not in skin.
How do you wipe a 3D printer nozzle?
Remove the nozzle from the print head, put it in acetone and leave it there for a few hours. The acetone will melt the material in the nozzle and enable it to be cleared with a needle. These procedures are simple and effective and if you do them correctly, you should be able to continue 3D printing in no time.How do you fix a 3D print Pimple?
The best way to fix blobs or zits on a 3D print is to adjust your print settings such as retraction, coasting, and wiping to give better instructions to your 3D printer to prevent these print imperfections. Another group of key settings relates to the 'Outer Wall Wipe Distance' and Resolution settings.How do you set an extrusion multiplier?
Calculate the extrusion multiplier using the following formula: Extrusion multiplier = (Extrusion width (0.45) / Average measured wall thickness).What is retraction extra prime amount?
Retraction extra prime amountThis is the extra amount of material that is extruded after a retraction to compensate for oozed material after a travel move. This setting can be useful, especially with flexible filaments as these require extra pressure to print properly.
What is an ooze shield?
Ooze shield prints a single shell of extra material around the outside of your part, intended to catch excess material that may drip from the non-printing nozzle.How much is retraction for PETG?
Retraction distance should be set at about 6 or 7 millimeters for Bowden extruders, and 3 or 4 millimeters for direct drive extruders. With PETG, retraction speed is more important than distance. If you still have oozing and stringing, try lowering the retraction speed.What is over extrusion?
As the name implies, over-extrusion occurs when your 3D printer extrudes too much material. Dimensional inaccuracy, layer drooping, stringing, oozing, blobs, and even jams can be the result of an over-extruding printer. If you see any of these symptoms in your prints, you're probably experiencing over-extrusion.What is an extrusion multiplier?
The extrusion multiplier, which is called “flow rate” in Ultimaker's Cura, specifies the rate at which your printer will extrude material. Based on the value for this setting, Cura automatically calculates how fast to move the extruder motor for certain print speeds or filament diameters.What is coast at end?
To prevent blobs on your model use the "Coast at End" option (found in the Ooze Control section of the Extruder tab) to turn off the extruder a short distance before the end of a loop!How do 3D printers prevent blobs?
Blobs- Retraction and coasting settings to prevent blobs. Check the first layer since a poor quality of the first layer is the most common source of extruder blobs.
- Retraction.
- Coasting.
- Be aware of unnecessary retractions.
- Non-stationary retractions.
- Choose the location of your start points.
How do I change my retraction in Cura?
To set the perfect retraction speed for your printer, you have to experiment a bit. To do this, call up the retraction speed settings in the Cura menu under “Travel”. Now you start to print a simple, preferably single-walled model of your choice with the default speed in Cura and observe the result.What causes blobbing?
On closer inspection, we see that one blob belongs to one layer. But what causes it to form in the first place? A blob is created because the filament is still under pressure in the print head when a layer is finished. This results in a short burst of over extrusion: a blob, also know as Z-scaring or Z-seam.Why are my 3D prints not smooth?
What's Causing this 3D Printing Problem? The most common cause is simply that the print just doesn't bond to the surface of the print platform. If the platform is uneven then for some parts of the print the nozzle won't be close enough to the platform to correctly extrude and bond the first layer.How can I improve 3D print quality?
Eight Tips for Improving 3D Print Quality- Adjust the bed and set the nozzle height.
- Check the nozzle's temperature.
- Use different building plates to create different effects.
- Pay close attention to your printer's adjustment and maintenance.
- Handle the filament carefully.
- Use a slicer.
- Lower the printing speed.
- Don't forget to post-process.
What is coasting 3d printer?
Here is my understanding of Coasting: Coasting stops extruding early in a move so that the string itself will finish the layer. Here is my understanding of Combing: Combing reduces the need to retract during travel moves by making sure that the nozzle oozes where you want it to on the way to the next point.How do you prevent PETG boogers?
Boogers on the first layer are usually due to a low LiveZ setting. If you have both issues. Try reducing yot extrusion multiplier a little first as it can affedt both situations.Why is my first layer bumpy?
Re: First layer full of bumpsYour first layer may also be too low. If it's too low, pressure builds up in the melt chamber until it's high enough to squeeze out in a blob, like in your photo. Your bed doesn't look level - look at the width of the brim all the way round.